
The Last Garratt
Malcolm Savage builds an SAR NG/G16 in 5.5mm scale
Photographs by Malcolm Savage unless otherwise noted.
Continental Modeller - Nov/Dec 1983
Reproduced courtesy of Continental Modeller
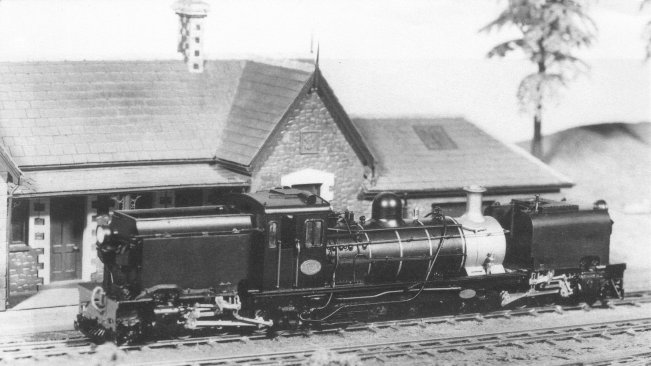
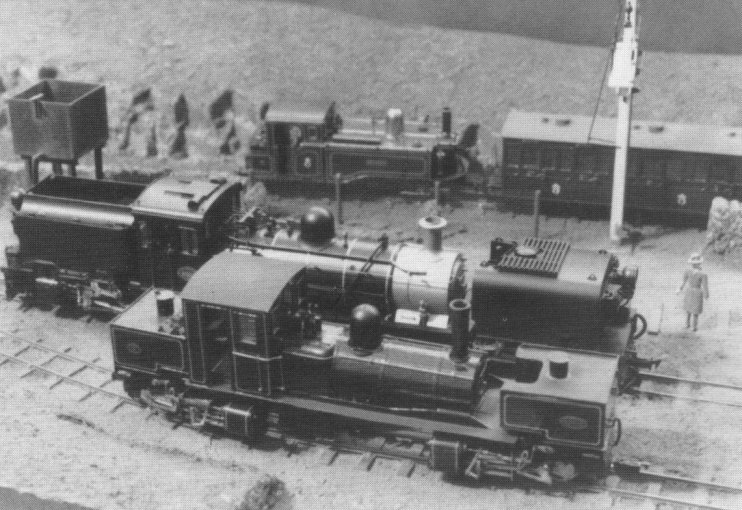
The author's delightful Garratt stands at his model of Duffws Station (Festiniog Rly). Photo by Profoto.
Having already made a model of the first Garratt locomotive, the 0-4-0 + 0-4-0 built for the 2' gauge Dundas Tramway in Tasmania, I started thinking about the possibility of modelling one of the last. The last Garratts built were constructed by Hunslet-Taylor for the South African Railways in 1967-68. This order would have gone to Beyer-Peacock had they not been in the process of closing down at the time. The history of Garratts in South Africa goes back to 1920 when the first locomotives were delivered to the 2' gauge Avontuur and Natal lines. They were 2-6-0 + 0-6-2, class NG/G11 and were so successful that a second order was placed and also orders for the 3'6" gauge lines. The reasons for obtaining them were the same as those of most Garratt users, to enable greater loads to be hauled on existing track without having to double-head trains. These first Garratts proved themselves to the extent that until the end of steam only Garratts were purchased for the Avontuur line. In 1913 the German firm of Hanomag produced the NG/G13 class, a 2-6-2 + 2-6-2 larger version of the NG/G11, which was finally developed into the NG/G16 class. Over the years 36 NG/G16 class locomotives were built, mostly by Beyer-Peacock.
Rather than try to obtain drawings of the Hunslet NG/G16s from South Africa, I chose an earlier prototype, No. NG128, one of a batch of seven delivered by Beyer-Peacock in 1951. Drawings and photographs were obtained from the North-Western Museum of Science and Industry in Manchester. Examination of the general arrangement drawings revealed that certain essential features were missing, so I arranged to visit the museum and examined the 190 different detail drawings that exist for this locomotive. Examples of details missing from the general arrangement are the shape of steam turret, the layout of the grating around the tank filler, the arrangement of the smokebox door and the exact shape of the cutout in the front tank, only half of which is shown in the drawing. I discovered from these drawings that the coal shute from the bunker into the cab was not central. It is fitted off-centre to allow room for the handbrake column which is supported by a bracket on the front of the bunker. Armed with all the necessary information, modelling commenced.
A Garratt is a complex locomotive to model but there are very few problems in its construction that are not faced by anyone scratchbuilding a normal rigid framed locomotive. Mechanically it is similar to building two tank engines, one of which is not powered, and bodily similar to a normal loco with two tenders. I usually start construction by making the mainframes and this was no exception. The mainframes are made of brass. Four pieces of brass strip were soldered together and shaped as one. They were separated into pairs for the drilling of axle holes and the shaping of other openings. Each pair of frames has three stretchers, one at the cylinders across the bottom, one at the rear at the top and a large one between the second and third axles to form the bearing for the central unit. This stretcher also incorporated a bracket for the attachment of the inner pony truck (I will call them pony trucks although Beyer-Peacock describe them as bogies). The frames and stretchers were soldered together trapping the wheels in place. The wheels are Jackson 14mm 00 gauge disc wheels pushed in on their axles to give a back to back measurement of 10.5mm. The pony trucks are fitted with Jackson 9mm TT gauge disc wheels. The pony trucks themselves are made from tinplate and incorporate light springing. The spring on the outer pony truck also aligns the truck and helps guide the whole engine around the curves. The outside cranks were made next and were shaped in batches like the mainframes. The cranks on the driven axles are a different shape to the remainder and were therefore made as a separate batch. Each crank had its crankpin holes drilled individually using a small jig to ensure that the throw remained constant. At the same time that the axle holes were being drilled in the
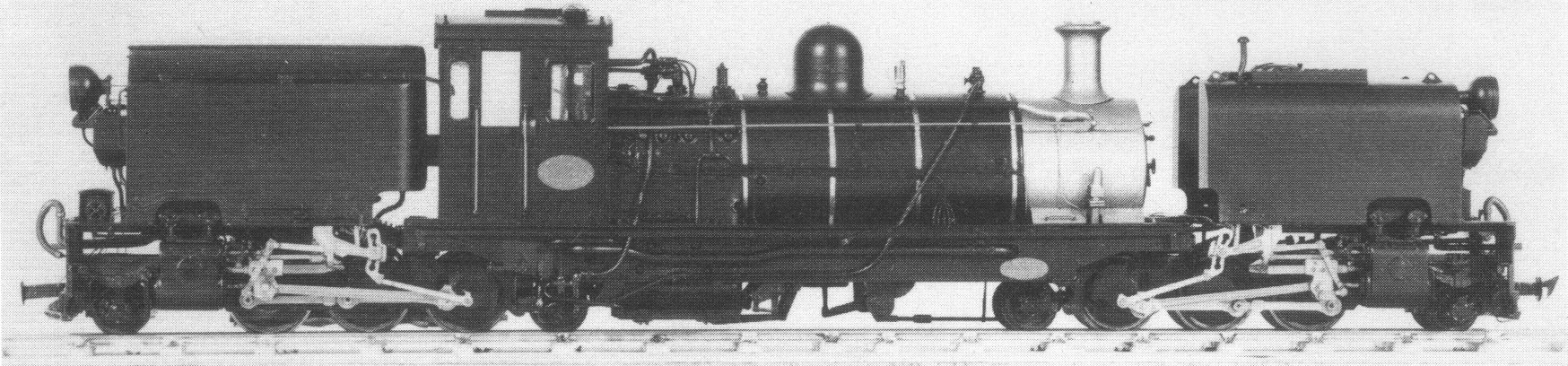
Photo by Profoto.
frames, strips of mild steel were also drilled for the coupling rods. Each crank now had its crankpin force fitted and was in turn force fitted onto the ends of the axles. The cranks were turned slightly and the coupling rod holes eased until each engine ran without any binding.
Up to this stage construction of both engines was the same, but it was now necessary to fit the motor to the rear engine. The motor, a K's HP2M fitted with Romford 40-1 gears, is mounted at its rear on a tinplate box arrangement that sits between the cylinders and on the frame stretcher. The screw that holds this box in place also locates the outer pony truck. The front end of the motor is located in a bracket mounted across the frames between the first and second axles. The motor drives onto the second axle. Pickups are provided on the rear engine collecting off the six driving wheels only. They are made of phosphor-bronze and are rivetted to a paxolin strip in such a way that one side makes contact with the tag from one brush of the motor and the other makes contact with the frame. The other brush of the motor is shorted out so that it also is live to the frame. This arrangement dispenses with wiring and makes removal of the motor or pickup gear very easy.
The next stage was to link the two engines together with the boiler frames. A piece of Plastikard sheet was marked out to the size of the footplate and the frames were built upside down onto this. One characteristic feature of these locos is the shape of the frames. Although not immediately obvious from photographs the ends are cranked outwards to provide adequate clearance for the springing of the rear driving axle and pony truck on each engine. After the joints had hardened the spaces between the frames were cut out and the remaining stretchers fitted. A solid cross-member was built up at each end to carry the weight of the centre unit and provide adequate support for the screws that hold the whole thing together. Trials were now undertaken to ensure that the locomotive would negotiate all the curves on the railway. Although designed for 24" radius curves, it will just get round curves down to 18" radius. Some problems did arise, notably insufficient sideplay on the outer pony trucks, and these were not finally cured until after the model was completed.
Attention now reverted to the engines and the problems of fitting cylinders, valve gear and footplates. There is a gap between the engine frames and the footplate which is supported on the buffer beam at the front, on an upwards extension of the
stretcher between the cylinders and on the motion brackets at the rear. In the model the footplate, cylinder stretcher and buffer beams are one unit and the cylinders, slide bars and motion brackets, with attached valve gear, are a separate unit. The cylinder unit is held in place by a screw which passes through it into the footplate mounted stretcher. This is the screw that also holds the outer pony truck in place. The arrangement is similar in both engines except that in the motorised engine the footplate is held by a screw through a bracket off the box that supports the motor.
The cylinders are plastic and are fitted with resin castings of drifting valves and valve rod guides. The remainder of the motion is made of metal. All the valve gear rods are made from two pieces of tinplate with ends separated to form the forks. All rods have the pivot holes drilled first before filing to shape. The most awkward part of the whole motion was the expansion link brackets/tank supports. These were a complex shape and each was folded up from a single piece of tinplate. The front unit also incorporates the footplate at the rear of the tank and the fallplate bridging the gap to the centre unit. Further trials were now conducted to make sure that all the valve gear worked freely. There was some binding of the crossheads in the slidebars which was relieved with the aid of some grinding paste.
The basic model was now complete up to the footplate and construction of the superstructure commenced. The front and rear tanks were constructed from Plastikard with suitable sized polystyrene syringes used for the radiused corners. The large radius curve on the top of the front tank was filed from flat sheet. The bottom of the bunker was fitted at a higher level than in the prototype in order to clear the motor. A considerable amount of lead was incorporated in the rear tank during construction to improve adhesion. At this stage I tackled the tricky problem of the cowcatchers. With the aid of a jig their construction was far easier than I had feared. They are made from Plastikard and have proved remarkably strong.
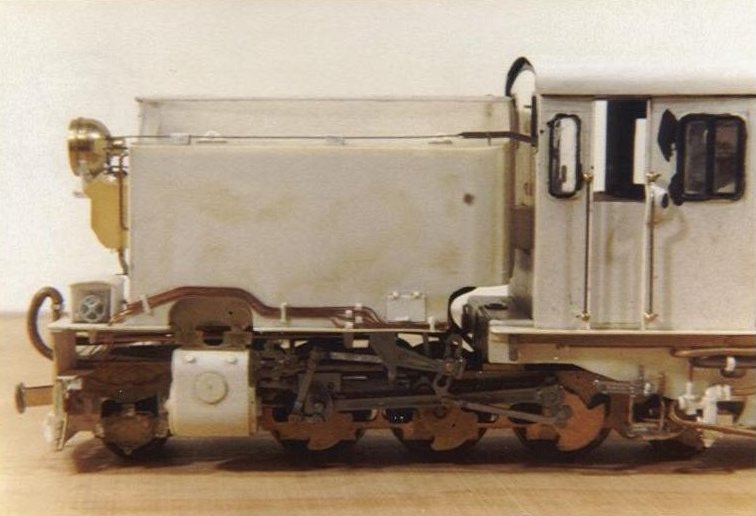
The Garratt in it's component parts. Note that the pivots are correctly located. Photo by Profoto.
Attention now turned to the boiler. This was made from two 50ml. syringes, butt-jointed, with pieces of 60 thou Plastikard let in for the firebox sides. This basic shape was wrapped with layers of Plastikard until the correct diameter was reached. The final layer was in strips with gaps between to allow for subsequent fitting of bright steel boiler bands. All washout plugs, except those on the lower firebox sides, were fitted at this stage. The remainder were fitted after the boiler had been fixed in the frames.

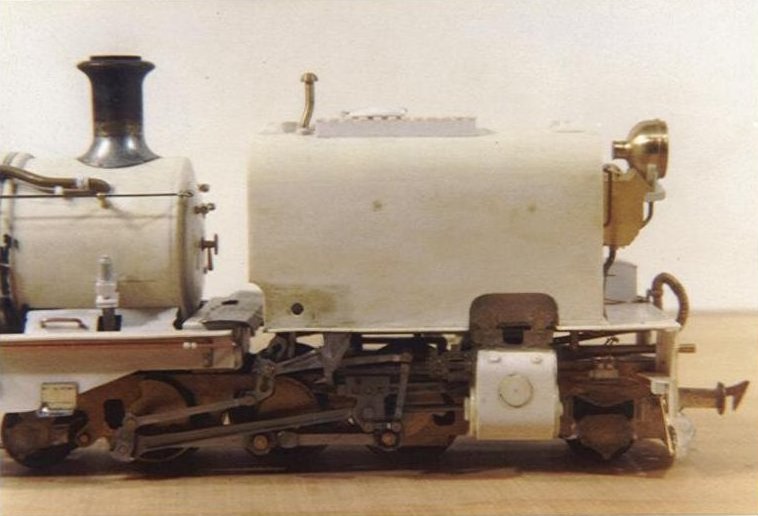
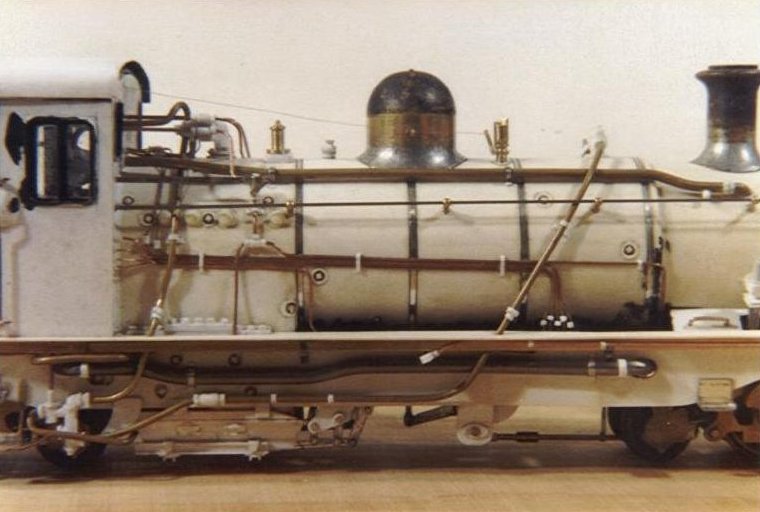
The two 'fronts', showing the wealth of detail incorporated into this fine model.
The smokebox door was turned and filed from sheet on the lathe. The funnel and dome were now turned from brass and were blackened by repeated heating and dipping in copper sulphate solution. Each was soldered to a disc of brass previously curved to fit the smokebox and boiler, the flare being filed from a fillet of solder run around the join. The four walls and floor of the cab were now made and assembled. Before fixing Plastiglaze to the windows the plastic around the openings was blackened with a solvent based marking pen. This allowed the glazing to be welded through the ink to the plastic beneath without any problems. It also avoided having to paint up the edge of the glazing. The boiler supporting brackets were made next and then the boiler and cab were fixed to the frames. The cab roof was made separately and was fitted after the inside of the cab had been painted. The cab roof is double, the upper layer being supported by longitudinal spacers. The lower roof was cut and filed to shape but the upper roof was formed from plastic heated over a metal former. A much larger piece of plastic than was needed was used because it shrank considerably when heated. The remaining roof details, all in plastic, were added after the roof had been fixed to the cab. The basic model was now complete. All that remained was the mass of fittings and pipework that took as long, if not longer, to fit than had the rest of the construction.
One of the things that had appealed to me about this locomotive was the large amount of external pipework and I had decided at an early stage to incorporate as much as I could. A few items were omitted but the majority of the bits and pieces were fitted. All the pipes are made from various sizes of steel, brass or copper wire. All pipe unions, T-pieces and mounting brackets are made from Plastikard. Many of the fittings are made from numerous small pieces of Plastikard, such as the injectors, clack valves, turbogenerator, water balance pipe stop valves, steam turret, tank lifting brackets, lubricators, headlamp brackets, tank filler, tank grating, ashpan and grate, vacuum brake cylinder and reservoir, and the few internal cab details that were fitted. The steel handrails are carried in homemade brass knobs. A few resin castings have already been mentioned but resin was also used for sandboxes and pony truck springs and axleboxes. Many other parts were made from tinplate strip, wire and turned brass, such as all control rods and links, footsteps, headlamps, vacuum brake pipes, lamp brackets, tank vent pipes, safety valves, whistle and smokebox door handle. Amongst the items omitted that I had intended to fit are the cylinder drain cocks and their associated linkages, but as I calculate this would require another 60-70 pieces making, it will probably never get done.
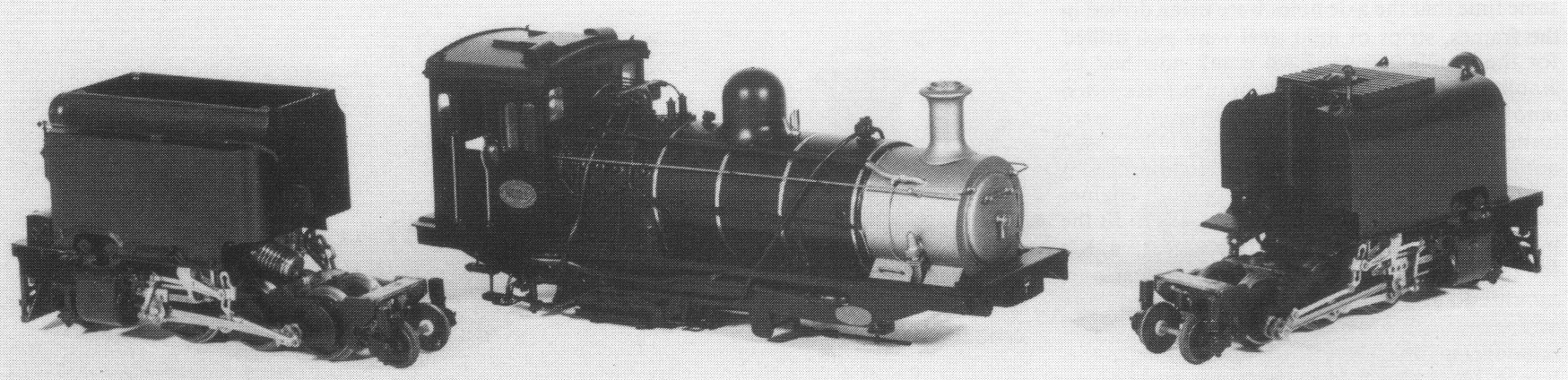
The G16 in company with the Tasmanian Garratt and the Festiniog single Fairlie 'Taliesin'.
All that remained now was the painting but before I had finished fitting all the pipes I realised that brush painting was going to be almost impossible and that I have to invest in an air brush. This I did and wished I had bought one years ago.

G16 Garratt on dual gauge track near Donnybrook, hauling pit props. Photo by David Rodgers.
Many of the pipes were designed to be fitted after painting and so to ensure paint got behind them they were removed. Self-adhesive tape was stuck over both sides of the cab windows and over the boiler bands and then the inside of the cab was given three coats of matt black paint.

G16 on shed at Ixopo, the narrowness of the gauge is very apparent in this view. Photo by David Rodgers.
When dry the tape was removed from the insides of the windows and the roof was fitted. The openings of the cab were then blocked off with tissue paper. The two bogies were stripped down and all valve gear parts protected with tape. Everything was now given two coats of gloss black paint. When dry all the removed pipework was refitted and everything was now given three coats of Humbrol coal black. When dry the smokebox and buffer beams were masked and sprayed silver and red respectively. The silver was toned down considerably with black paint. When all was dry everything was reassembled, the vacuum pipes were painted grey, coal was glued into the bunker and home-made photo-etched works and number plates were fixed using varnish.
The model was now finished and was used as often as possible to get it well run in before its first appearance at an exhibition. The problem of pony truck sideplay was finally cured at this stage. All that now remains is to provide suitable rolling stock: somehow it doesn't look right pulling Festiniog 2-ton slate wagons!